Aluminum Coil Coating Line and Color Coated Aluminum Coil are widely applied in industrial surface treatment processes where coating consistency, process stability, and controllable production parameters are required. As coating requirements become more detailed across different industries, production systems are being adjusted to handle more precise control of temperature, coating thickness, and line coordination during continuous operation.

Process control requirements in industrial coating environments
In industrial coating production, Color Coated Aluminum Coil is used across multiple sectors where surface uniformity and dimensional stability are important for downstream forming and assembly. However, maintaining consistent coating quality across long production cycles can be challenging when process parameters fluctuate between batches or when different coating specifications are processed on the same line.
The Aluminum Coil Coating Line is responsible for managing several interconnected stages, including surface pretreatment, coating application, curing, and cooling. Each stage influences the final surface condition of the coil. When control across these stages is not well coordinated, variations in coating thickness or curing temperature distribution may appear, especially during high-frequency production shifts or material changes.
Another common issue in traditional setups is limited adaptability in heating control. Fixed temperature settings across curing zones can create uneven thermal distribution when processing coils of different widths or coating requirements. Over time, this can affect batch uniformity and increase the need for manual adjustments during operation.
Structural updates in coating line configuration
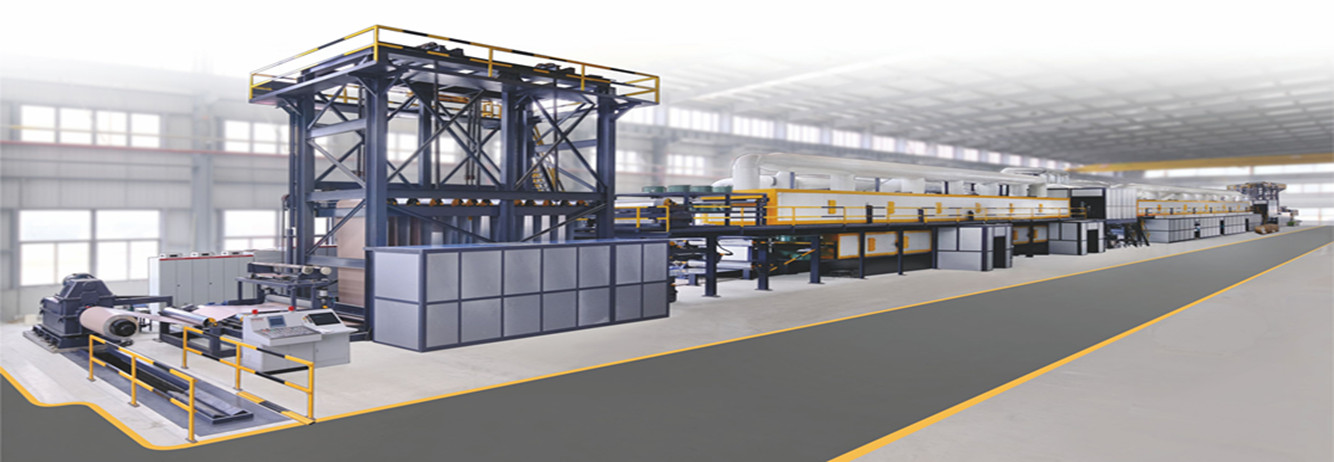
Recent updates in Aluminum Coil Coating Line systems focus on more segmented and adjustable process control. Instead of treating the curing process as a single continuous heating phase, the system is divided into multiple zones with independent temperature regulation. This allows operators to adjust conditions based on coating type, coil thickness, and production speed.
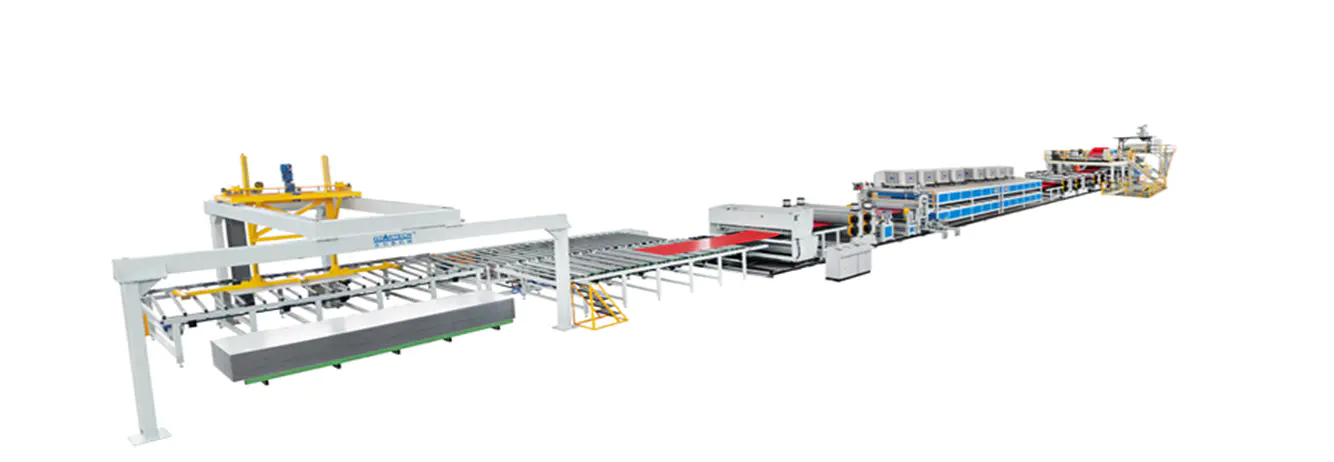
A typical industrial coating line may include:
- Surface cleaning and chemical pretreatment unit
- Controlled coating application section with adjustable flow output
- Multi-zone curing system with independent thermal control
- Cooling and stabilization section for surface conditioning
Within this structure, Color Coated Aluminum Coil production becomes more stable in terms of coating distribution and drying behavior. The separation of heating zones reduces sudden temperature variation between sections, allowing coating layers to cure under more consistent thermal conditions.
In addition to thermal adjustments, modern systems integrate monitoring devices that track line speed, coating thickness, and surface temperature in real time. These data points allow operators to make process adjustments during operation instead of relying solely on preset configurations. This improves responsiveness when switching between different coating materials or production requirements.
Industrial usage across multiple sectors
Color Coated Aluminum Coil produced through a controlled Aluminum Coil Coating Line is widely used in industries that require a balance between surface appearance and mechanical processing capability. In building material applications, the coil is formed into panels used for exterior cladding, roofing systems, and interior decorative surfaces. These applications require consistent coating behavior during cutting, bending, and forming.
In transportation manufacturing, coated aluminum sheets are used for interior panels and structural covers where lightweight material properties are combined with surface finishing requirements. The material must remain stable during mechanical processing to ensure compatibility with assembly systems.
In appliance and equipment manufacturing, Color Coated Aluminum Coil is often processed into outer casings and protective covers. These components require coating stability during stamping and forming processes, where surface consistency directly affects downstream assembly efficiency.
Because these applications involve different forming methods and environmental conditions, coating consistency across production batches becomes an important factor in material selection and line configuration.
Operational observation from an industrial coating facility
A mid-scale aluminum processing facility recently adjusted its Aluminum Coil Coating Line by introducing independent zone temperature control and upgraded coating flow regulation systems. Before the adjustment, variations in coating thickness were observed when switching between different Color Coated Aluminum Coil specifications, particularly during continuous production runs.
After implementing zone-based thermal management, temperature distribution across the curing section became more stable during long operation cycles. Operators also reported that adjustments between different coating types required fewer manual interventions, especially when changing production orders within the same shift.
Monitoring data collected over multiple production cycles indicated a narrower variation range in coating thickness compared to earlier configurations. While differences were still present depending on coating material, the overall process showed more consistent behavior during continuous operation. This contributed to more predictable downstream forming performance in later processing stages.
Energy distribution across the coating line also became more evenly balanced. Instead of concentrated heating peaks followed by idle periods, the system maintained a more steady thermal cycle aligned with production speed changes.
 中文简体
中文简体 English
English Português
Português русский
русский Español
Español عربى
عربى